

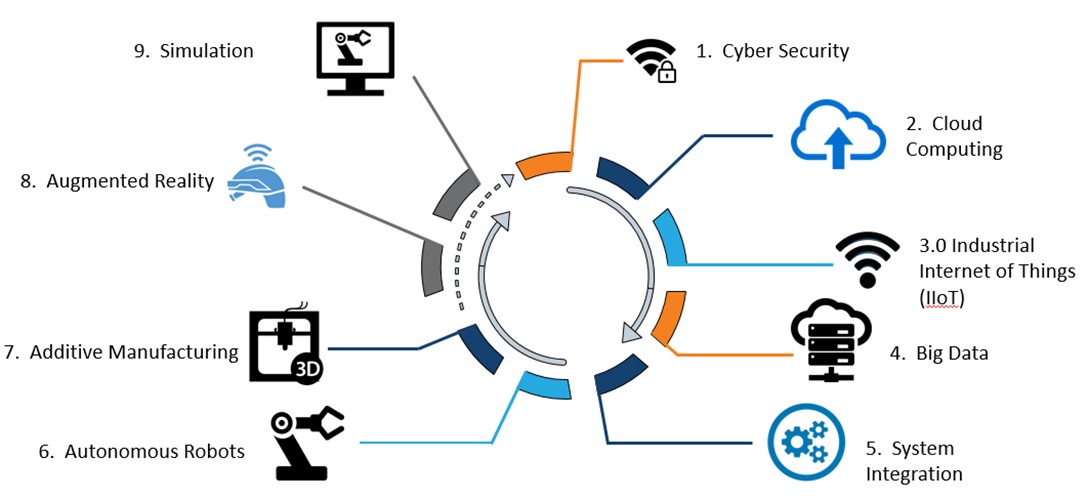
As I mentioned in the original Industry 4.0 blog, nine enablers support Industry 4.0 or Smart Manufacturing. I list the nine enablers below. While 5G networks will allow you to collect data at an alarming rate, how do you take that data and turn it into information? Big Data will be key.
Some of the key enablers of Smart Manufacturing include:
- Cyber Security/Blockchain
- Cloud Computing
- IIoT- Industrial Internet of Things
- Big Data
- System Integration
- Autonomous Robots-Cobots
- Additive Manufacturing- 3D printing
- Augmented reality
- Simulation/Digital Twins
First, let’s understand what Big Data is and what it means to us in a connected world. Big Data refers to very large data sets- petabytes (1024 terabytes) or exabytes (1024 petabytes) of data.
To put this into something you can envision, if a laptop has a 1TB hard drive, a petabyte uses 1024 laptops worth of storage. An exabyte would use 1,048,576 laptops worth of data. That’s a lot of data.
It can also refer to how companies handle large unstructured data and store information. Realize that this amount of data may be billions of unstructured records from millions of people and can comprise inputs like tweets, social media, customer records, mobile activity, etc. I can also be huge amounts of data collected from sensors on your equipment.
The opportunity to analyze large amounts of information will provide dramatic improvements across supply chains. It’s great to collect lots of data, but it isn’t useful until you can turn it into information.
It is estimated that 33% of all this data is useful. Manufacturers are only using .5% of this useful data. Much less than the 33% that is helpful.
Imagine that you are part of a very large supply network to General Electric. They have invited you to take part in their private blockchain for suppliers.
You will add your machine information, quality/inspection information, operator, tool wear, preventive maintenance information, machine program, etc. directly into the blockchain. Your customers will have this information for review before the parts arrive on their dock. How does Big Data help you?
1. Become a leader among suppliers
These scenarios are coming sooner than most suppliers realize. Many large companies have spent decades removing poor suppliers from their supply chains. Why not be a leader moving forward? Imagine the reduced friction across the supply chain when you enter part/product performance information into a closed blockchain. Be a leader, ask your customers when they will use closed blockchains.
2. Build to Order
In my original Industry 4.0 post, I presented a scenario where a dress was for sale 48 hours after being on a tv show. To build to order a manufacturer needs access to customer sales and demand data. Deploying predictive analytics will enable the manufacturer to adjust labor, machine utilization, and materials with increased accuracy. This reduces waste, increases productivity and improves on-time delivery performance.
3. Predictive and preventive maintenance
Thanks to the sensor technology that is available today, you can capture performance data in real-time from your operational equipment. This allows for better predictive maintenance opportunities. Analyzing data can pinpoint when preventive maintenance should occur before something breaks. You can schedule the PM with minimal interruptions to your operations.
You can collect data from units in the field and can provide service opportunities that didn’t exist before. If you can inform customers they need to conduct preventive maintenance on a unit, it can reduce warranty costs. Your company has just become much more valuable to that customer.
4. Improved product quality
What if you didn’t have to conduct an end unit inspection? What if the part attributes or unit performance was collected from the machining centers and test equipment on the line? You can include that information with the shipped units.
When predictive analytics are used to predict when a tool wears out or when a testing machine needs re-calibrated, etc. your overall quality will sky-rocket and your cost of quality will decrease dramatically.
5. Improved scheduling
Great improvements can be made using data analytics in scheduling machines, people and logistics. If accurate predictive models can be built around customer demand, the scheduling of your assets becomes more accurate. You can adjust your supply chain activities more accurately which leads to less expediting or pushing out materials. Increased stability in the planning process helps everyone across the supply chain.
Analyzing data is becoming more frequent by the day. I know of several $13M machine shops that are equipping their spindles with sensors so they can learn about up-time and tool wear. Like watching your children grow up it will be here in the blink of an eye.
As always it is an honor serving you and I hope that you and your company are getting better every day!
Follow me on Twitter
Join me on LinkedIn
Listen to the podcast here